Español
Español English
English
Rail Thermite Welding
- Size:
- Standard:
- Surface:
- Packing:
The rail thermite welding, also known as railroad thermite welding, is a common way of rail welding in the railroad construction. The rail thermite welding is mainly for rail safety. The steel rail is usually used as the conductor, light the flux and pour the molten metals at high temperature created by its reaction into the mould, melting the ends of rail and weld them. The most common flux is aluminum powder, so thermite welding also called exothermic welding.

In a word, railroad thermite welding is the rail welding that use chemical reaction heat as heat source. The thermite welding has advantages of easy equipment, easy operation and no need of power supply.
-
Firstly, before welding, fix the two ends of rails in the casting.
-
Secondly, put aluminum powder and iron oxide powder into crucible and heat it. After that, the exothermic reducing reaction will be occurred, the ends of rails will be the liquid metal (iron) and slag (AL203).
-
Thirdly, the liquid metals flow into the gap between joints and become weld metal, the slag is on the surface of rail.
-
For adjusting the liquid temperature and the chemical constituents of weld metal, it is common to add additive and alloy into the thermite.
Welding Kit and Crucibles
*Based on the railroad thermite welding project
 |
Welding portion |
C (0.5-0.75) Si (< 1.2) Mn (0.5-1.4) S (< 0.035) P (< 0.03) Weight: 12kg |
 |
Sand mould |
3 pcs per pair Rail type: 50KG, 60KG, UIC54, UIC60, QU100, QU120 |
 |
Ignitor |
Wind-resistant design Produce high temperature up to 1500℃ 1 pcs for each weld |
 |
Luting sand |
Main material: SiO2 Refractory temperature: 1770~2000℃ Weight: 3kg for one weld |
 |
Crucible | Weight: 8.5kg |
Railroad thermite welding advantages
-
The railroad thermite welding comes with heat source; it has features of simple equipment, easy running and fewer workers occupied.
-
Railroad thermite welding has better smoothness than gas pressure welding. Steel rail has fix position in the rail welding process, so the smoothness of railroad thermite welding is up to the fixtures. Due to the railroad thermite welding has no longitudinal movement, it is perfect applicable for the welding of oversection seamless track.
-
Rail thermite welding is actually the casting process, and its weld metal is as-cast structure, so the joint has the feature of casting.

- Rail Fasteners
- rail fastening system
- rail clip
- railroad spike
- Track bolt
- rail shoulders
- rail anchor
- rail clamp
- tie plate
- Rail Pad
- rail insulator
- rail plastic dowel
- other rail fasteners
- Railway Switch
- SKL series rail fastening system
- Chinese standard rail fastening system
- screw spikes
- Crane rail fastening system
- K type rail clip for Africa
- Hey-Back Rail Fastening
- rail fasteners for Mexican market
- Ss25 screw spike
- Ss35 rail sleeper screw spike
- Ss8 screw spike
- coach screw
- Crane Rail Clip
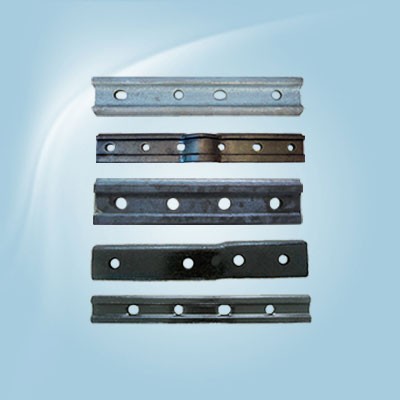
- Rail Joints (Fishplate)
- Steel Rail
- Railway Sleeper
 rail clip
rail clip
 rail joints
rail joints